Tips on Metal Matrix Composites
(MMC)
What is Casting?
Casting is a manufacturing process by which a liquid metal (molten metal,
melt) is usually poured into a mold, which contains a
hollow cavity of the desired shape, and then allowed to solidify. The metal
product made by this process is also known as a casting. Casting is often used
for making the products with complex shapes that would be otherwise difficult
or uneconomical to make by other methods.
What is Metal Matrix Composite?
Composite is
the materials fabricated by mixing the different starting materials. The
composite has properties superior to the monolithic material. The composites
with plastic matrix, with metal and with ceramics are called plastic matrix
composite, metal
matrix composite, and ceramics matrix composite, respectively. Many of the plastic matrix composite are the ones which contain the fibrous
carbon or glass in the plastics (resin).
They are called fiber reinforced plastics (FRP). Metal matrix composites
are generally applied for the use at elevated temperature.
Industrial application of Metal Matrix Composite
Ceramics
particle- dispersed aluminum alloy composites are used for some of brake discs
which requires wear resistance, exothermic and friction force. Replacing the
cast iron disc with the composite contributes the weight reduction of the part,
preserving its performance.
Ceramics fiber-reinforced aluminum alloy composites are used for some of
engine parts, such as piston, cylinder block and connecting rod, which requires
high temperature strength and wear resistance.
Composite
casting technology
Practical application of metal matrix composite is outstripped by FRP due to
the difficulty of the fabrication. Solid phase process such as powder
metallurgy, diffusion bonding, HIP are expensive because it needs expensive
starting materials such as powder or foil matrix, and it has many manufacturing
process. Liquid phase process (casting process) is generally less expensive
than solid phase process. In the
casting process, high temperature melt is used. High temperature often promotes
the chemical reaction between the melt and the reinforcements. The reaction
leads to the degradation or disappear of the reinforcements. The typical
example of the reaction is shown in Fig.1. The expected properties of
the composite wouldn’t be obtained if this reaction occurs. Generally, the
wettability between the melt and ceramics is bad, so special techniques would
be required when you want to obtain the metal matrix composite in which small
ceramic particles or whiskers are homogeneously dispersed into the matrix.
Needless to say, examination of their microstructure is very important to
conjecture their properties.
|
|
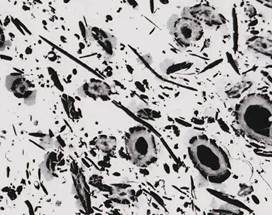
Fig. 1 New phase (gray)
formed by the reaction between ceramics fibers (black) and magnesium
alloy(white) in the composite fabricated by squeeze casting.
This section gives an outline of each
casting technology to fabricate the composites.
Figure 2 shows a
schematic illustration of the squeeze casting.
Ceramic fiber or particle preform is
placed in the permanent mold, then the melt is poured
into the mold, followed by applying the high pressure using a plunger while the
melt solidifies. The preform consists of the reinforcement and cavity, and the
cavity allows the melt to infiltrate into the preform. By forging the melt, the
melt infiltration into the preform can be achieved even though the wettability
between the melt and the reinforcement is poor. In addition, near net shape
with high process speed can be achieved in sound, fully dense castings.
Fiber-reinforced aluminum alloy composites produced by the squeeze casting are
applied to the parts, such as automobile engines, conveyor rollers for carrying
cokes and coals, etc. The melt infiltration with lower pressure (ex. gas
pressure) can be accomplished by increasing the size of reinforcement and mixing
the metal powder in the preform. Vacuum assist casting is a melt infiltration
process using the suction by the reduced pressure. Centrifugal casting is a
technique using the centrifugal force in the cylindrical mold to infiltrate the
melt into the reinforcement preform or to disperse the reinforcement
outside or inside of the castings by the difference in specific gravity.
Spontaneous
infiltration is a melt infiltration process without pressure. Although this
process is the simplest and most advantageous in cost, it is necessary to use
the special agent (powder in the preform, atmosphere gas, etc)
to accomplish the infiltration because the wettability between the melt and
ceramics are generally not good. The thermit
reaction between the agent and melt promotes the infiltration. Famous example
of this technique is the Lanxide process (PRIMEX
process TM, DIMOX process TM) .
Vortex
method is a technique involving the melt stirring to disperse the reinforcement
(particle or whisker) in the matrix. Propeller as illustrated in Fig.3 or electromagnetic force is used
to stir the melt. Famous development example of the composite by this technique
is DuralcanTM , which SiC
or Al2O3 particles are dispersed in aluminum alloy. Compocasting is same technique as the vortex method, except
for stirring at the temperature that the matrix consists of solid and liquid.
Because the wettability between the melt and ceramics are not good, the
wettability must be improved to disperse the reinforcement homogeneously by
these techniques. Addition of alloying elements and metal coating on the
reinforcement have been attempted to improve the wettability.
In situ process is a technique to
synthesize the reinforcement by the reaction between the melt and the additives
or atmosphere. The synthesized reinforcement is thermodynamically stable in the
melt; the strong bond between the matrix and the reinforcement can be obtained.
Cast-in
insertion is a technique to join the different materials by pouring the melt
into the mold in which the bulk material (reinforcement) is placed. Although
the difference with the infiltration process is sometimes unclear, we think
that the reinforcement size is relatively large and its macroscopic shape and dimension
is functionally significant for the cast-in insertion.
Simultaneous
pouring is a technique to obtain the structural gradient in the castings by
pouring several kinds of the melt in a mold. Cast iron and aluminum alloy
castings are fabricated by this technique.
Each technology listed in this section
is independently used or combined. The materials and shape of the matrix and
reinforcement are selected considering applied properties, cost, wettability,
bond strength, etc.
|
|
|
|

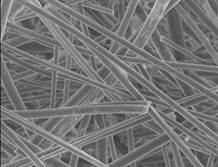
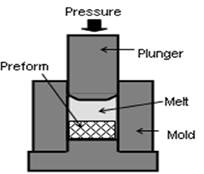
Fig. 2 Schematic
illustration of the squeeze casting.
|
|
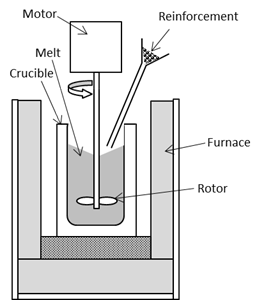
Fig.3 Vortex method
Examination of microstructure of metal matrix composite
Measurement of reinforcement volume fraction in composite
For squeeze casting, the melt infiltration into the preform might cause
the contraction and deformation the preform when the preform strength is not
enough. For voltex method, some of the added
reinforcement into the melt would be ejected due to the bad wettability between
the melt and the reinforcement. These things lead to the difference between the
expected and obtained volume fraction of the reinforcement in the composite.
Therefore, the volume fraction in the composite must be exactly measured.
Analyzing of the micrograph of the composite with image analyzer is one of
method to measure the volume fraction. The area fraction of the reinforcement
can be converted to the volume fraction.
Most popular method would be Archimedean method. Density of the composite
can be measured from the buoyancy in a liquid using the Archimedes’ principle.
Accurate value can be easily obtained by this method if the density of matrix
and the reinforcement is known.
Porosities or defects must be avoided to obtain the accurate value.
Observation of microstructure
Optical and scanning electron micrograph are
used to observe the dispersion of the reinforcements in the composite. Figure
4 shows the optical micrographs of the short alumina fiber reinforced
aluminum alloy composite fabricated by squeeze casting. Long fibers can be
observed in the microstructure parallel to the pressed plane (Fig.4(a)), while
sections of the fiber can be observed in the microstructure perpendicular to the pressed plane
(Fig.4(b)) ; the
nearly planar random nature of the fiber orientation can be clearly seen. In
many cases, the fiber distribution in the composite is inherited from the
preform.
|
(a) Parallel to pressed plane |
(b) Perpendicular to pressed plane |

Fig.4 Optical micrographs of short alumina fiber reinforced aluminum alloy composite
fabricated by squeeze casting (fiber volume fraction; 15vol%).
Bundle, plain
or satin fiber are used as the reinforcements for continuous fiber reinforced
composites. Squeeze casting is often used to fabricate this composite. For the unidirectionally reinforced composite, the
fiber contact is often shown caused by the contraction of the preform during
melt infiltration. The stress concentrates at the points of
direct fiber contact, and stress transmission between the fiber and the matrix
becomes difficult. To prevent the fiber contact, dispersion of fine particles
or whiskers between the fibers in the composite using a preform of the fibers
having particles or whiskers attached to their surfaces has been proposed. The
composite is called a hybrid composite.
Figure 5 shows a SEM image of a preform to fabricate the hybrid
composite. The particles can be seen attached to the fiber surfaces thus
preventing fiber-to-fiber contact. Figure
6 shows
the optical micrographs of alumina continuous fiber reinforced aluminum alloy
composite fabricated by squeeze casting (fiber volume fraction; 40vol%).
|
|
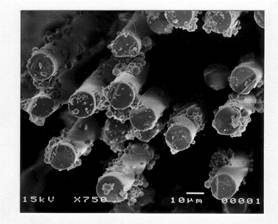
Fig. 5 SEM image of a preform to
fabricate the hybrid composite. The alumina particles can be seen attached to
the alumina fiber surfaces.
|
(a) Composite without particles |
(b) Hybrid composite |

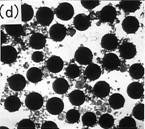
Fig. 6 Optical micrographs of alumina continuous fiber reinforced aluminum alloy
composite fabricated by squeeze casting (fiber volume fraction; 40vol%).
Flat surface
must be obtained to observe the microstructure. If a specimen is polished for
too long on the pad its surface may become rippled due to the difference of the
hardness between the ceramic reinforcement and metal matrix. Plating the
conductive materials such as carbon, copper or gold on the surface by PVD or
ion plating would be effective to observe the microstructure of the composite
because many of the ceramic reinforcements and inorganic binder retained on the
reinforcement are insulators.
Reaction between the reinforcements and the matrix is sometimes too
minor to be detected by the optical microscopy. Scanning and transmission
electron microscopy(SEM, TEM) or electron probe X-ray
microanalysis (EPMA) would be
effective in that case. Crystallographic information obtained by electron
diffraction.
A
large number of dislocations can also be seen in the matrix near the fiber in
the composite, as shown in Fig. 7.
The dislocations are probably formed by the thermal expansion mismatch between
the matrix and the fiber. It is reported that the incorporation of ceramic
fibers into the heat-treated alloy reduces the incubation time for the
nucleation of precipitates by the dislocation, leading to the achievement of
the peak hardness in a shorter time.
|
|
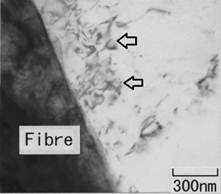
Fig. 7 TEM
photograph of a region near a fiber-matrix interface in the short alumina fiber reinforced aluminum alloy composite fabricated by squeeze
casting. Dislocation can be observed in the aluminum matrix near the fiber
(arrows).
Extracting the reinforcement from the
composite by acid or alkali is another method to observe the reinforcement in
the composite. Acid or alkali must be carefully selected so that they do not
attack the reinforcement. Figure 8 shows SEM image of the extracts from the alumina fiber reinforced
aluminum alloy composite by 30% nitric acid. No fiber damage or interfacial
reaction can be seen. You can see not only fibers but also eutectic silicon
which is originally contained in the aluminum alloy. Some eutectic silicon can
be seen near or on the fiber surface. This indicates that the eutectic silicon
tends to crystallize on the fiber surface and then grow near the fibers. If the
pronounced interfacial reaction occurred as shown in Fig. 1, the reaction
products would be seen in the extracts. In this case, it would be possible to
identify the product by X-ray diffractometry.
|
|
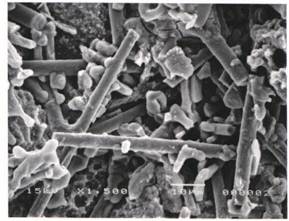
Fig. 8 SEM image of
the extracts from the alumina fiber reinforced
aluminum alloy composite by 30% nitric acid.
* This article is based on “K. Asano et al.: Trends of
composite casting technology and joining technology for castings in Japan,International
Journal of Cast Metals Research Vol.21(2008),
No.1-4(p.219-225)”.